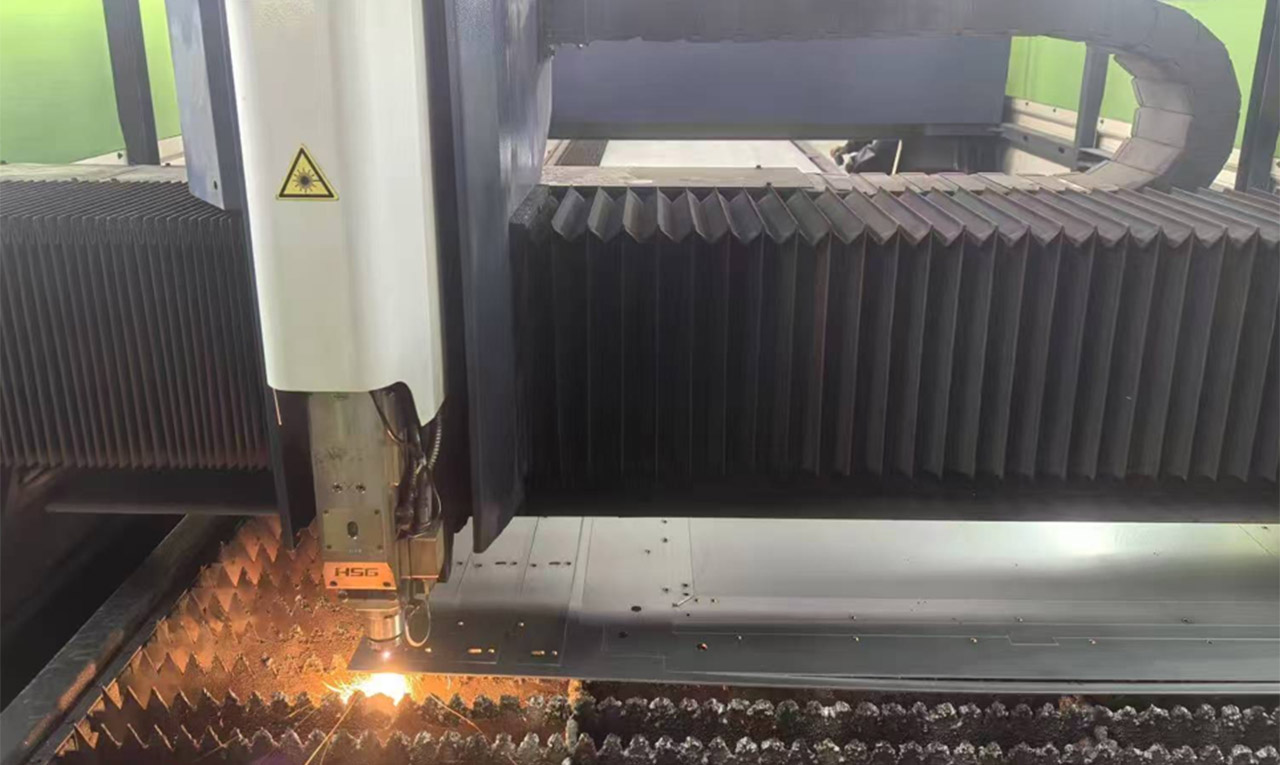
Tandard deviations and stricter requirements for processing technology. With the development of industrialization and the constant changes in demand, precision processing is developing in multiple directions, with increasingly broad prospects, more refined directions, and increasingly obvious systematization. With the advancement of science and technology, its technology continues to improve, and the quality and precision of processing are getting higher and higher.
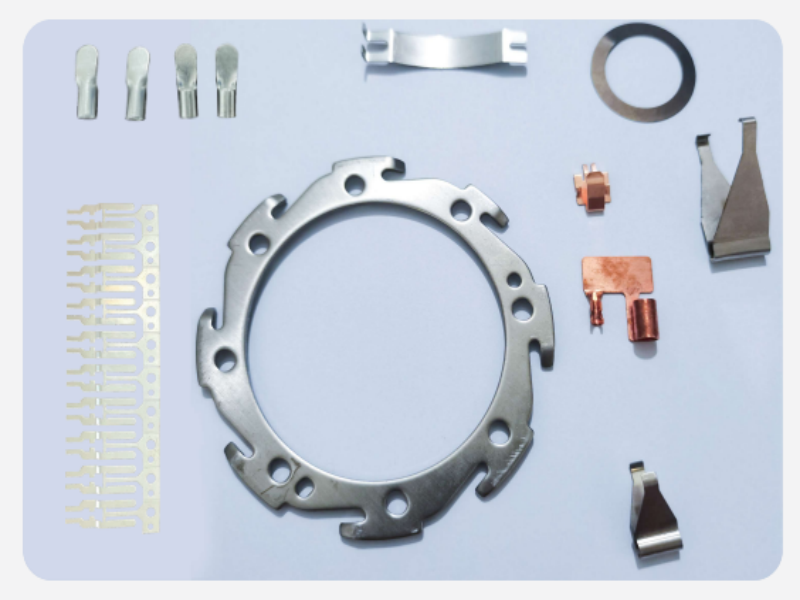
Characteristics of precision hardware
-
Diversified appearances and high precision in specifications and appearances. Most of the material thicknesses are 3mm-12.5mm, which are fine blanking parts of medium and thick plates. The blanking section is vertical and smooth, and the quality is comparable to cutting.
-
All are mass-produced to meet the medium economic production scale of electrical product parts, including fine blanking parts for medium trucks, cars, motorcycles and other products. All raw materials are stamped into finished products in one mold without cutting.
-
Due to the hardening effect of cold working, the surface hardness and strength of the fine blanking section are greatly improved, and the wear resistance and thickness resistance are enhanced. The service life of fine blanking parts such as gear tooth profiles, shaft sleeves used as moving surfaces and friction surfaces will be increased.
-
Fine blanking parts have clear contours and small chipping. Some hole edges and hole positions are ≤ t, with forming fine blanking such as embossing, counterbores, buried holes, and rim flanges. Especially fine blanking parts with small modules such as involute, cycloid, triangle, square, and trapezoid cannot be manufactured by other processing techniques.


Requirements for CNC machining quality
-
Tool selection: When processing steel and copper, the use of finishing tools should be strictly distinguished, and the finishing allowance should be large, so that the smoothness of the workpiece and the service life of the tool will be better.
-
Before processing, check whether the tool shakes with the calibration table to allow the tolerance range. Before processing, an air gun should be used to blow the blade and the lock nozzle clean, or wipe them with a cloth before loading. Excessive dirt will have a negative impact on the precision and quality of the workpiece.
-
When clamping, pay attention to whether the name and model of the workpiece are consistent with those in the program, whether the material specifications are matched, whether the clamping height is high enough, and the number of calipers.
-
The program list is consistent with the reference angle direction marked on the mold.














Leave a reply